Semiconductor
Vacuum Barrier’s liquid nitrogen piping provides the Semiconductor industry with safe, reliable transfer of liquid nitrogen to their use point for on demand supply.

The vacuum jacketed liquid nitrogen pipe is designed to reduce cycle times and minimize liquid losses. All vacuum jacked liquid nitrogen pipe operates frost-free and provides versatile routing from large liquid nitrogen tanks or portable Dewars.
Back end semiconductor chip testing benefits from SEMIFLEX® liquid nitrogen piping with fast cool down, consistent liquid quality, stable temperatures, small guard bands and trouble free operation, by using it’s own developed closed loop system.
Mike Johnson
Vacuum Barrier Corporation
Woburn, Massachusetts USA
Due to an explosive demand for wireless communication equipment, multi-wafer Molecular Beam Epitaxy (MBE) systems have been developed and are operating worldwide. The continual growth of the industry has pushed the epitaxial wafer manufacturing facilities to start using even larger machines with higher wafer throughput. This new generation of MBE equipment has brought with it new LN2 circulation problems.
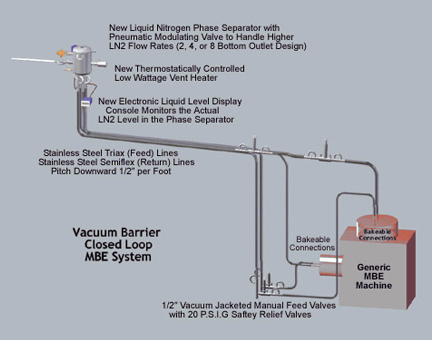
Because the MBE process requires an ultra high vacuum, Liquid Nitrogen (LN2) Cryoshrouds are required to pump residual gases within the chamber. LN2 transfer to MBE equipment has always posed problems; the quality of the liquid once it reached the shrouds has been less than optimum due to the characteristics of LN2. A typical MBE “piping system” used to consist of 160 liter Dewar positioned as close as possible to the equipment and connected to the shroud by foaminsulated copper tubing, making a dirty, icy mess. Circulation was accomplished by continually venting liquid through the shroud. This method, in addition to being highly inefficient, failed to address the problem associated with two-phase flow (liquid and gas). Slugs of gas generated by the withdrawal valve of the cylinder, the poorly insulated transfer tubing, and by flashing from higher pressure to atmosphere, caused erratic vacuum fluctuation within the chamber. Vacuum jacketed piping alone did not solve the problem. Although it is highly efficient, attempts to pipe directly from a central house supply proved unsuccessful due to large amounts of gas generated by the bulk tank connection, the flashing from high pressure, and a relatively small influx of heat along the length of the piping. A closed loop LN2 piping system was designed specifically for MBE by Vacuum Barrier Corporation, and has been used successfully for years. The closedloop system provided completely wetted surfaces within the cryoshrouds, minimizing outgassing and maintaining constant LN2 temperatures at low pressure. The system is fully automated, safe and completely reliable. It consists primarily of vacuumjacketed piping running from an outside bulk storage tank to a liquid/vapor phase separator, plus feed and vent piping between the separator and one or more cryoshrouds. The system operates basically as follows; two-phase flow of LN2 enters the phase separator. The gas is vented to the atmosphere outside the lab leaving a volume of pure, gas-free LN2 at -320° F. The liquid is gravity fed to the cryoshroud through a triaxial feed line. The LN2 is slightly subcooled at the lower end of the piping due to the hydrostatic head of liquid. As the liquid enters the cryoshroud and picks up heat, the density changes, and the lighter LN2 is returned to the above liquid level of the phase separator. Gas is vented off, and the liquid is reused.
With the new multi-wafer production MBE equipment it is now no longer enough to only deliver good quality liquid. Although we could circulate liquid nitrogen through small and mid-size machines, the new machines presented some challenges. Our commitment to providing the best possible system has caused us to completely redesign our liquid/vapor phase separator as well as the feed and vent piping.
The high heat loads create high LN2 consumption and enormous gas flow. Directing that gas flow and removing restrictions to the vents have been critical in achieving closed-loop circulation. A vacuumjacked temperature probe is available to monitor the temperature of the gas and liquid being returned to the phase separator. An MBE operator can easily monitor the digital temperature gauge to see -320°F, ensuring good circulation.
As the world’s leading supplier of LN2 piping for MBE, we have worked closely with the MBE suppliers to determine the liquid flow requirements for their particular machines and have sized both our feed and return piping to accommodate. Care is taken to locate the phase separator in such a way as to maximize the circulation. Very stable LN2 temperature has been achieved by utilizing a modulating inlet valve on the separator that responds to LN2 demand, and this stable temperature has contributed to a very stable vacuum level within the chamber. Ice-free connections have been achieved by working closely with MBE equipment suppliers to provide complimentary fittings. Since we know the machine before it reaches the customers facility, we are able to provide the piping system in advance of the machine. Installation can be accomplished quickly and easily because of the modular components and the flexibility of the piping. The proven method of piping enables the customer to be up and running as fast as possible. In summary, since the beginning of MBE technology, Vacuum Barrier Corporation has been designing and building closed-loop LN2 piping systems. We continue to develop new methods to handle ever-increasing demands. Our reputation as the industry leader is because of the experience and expertise gained from years of working closely with customers and equipment suppliers.